3D принтер PrintBox3D One – продукт российской компании. Полностью создан нашими разработчиками с применением технологии FDM и среди принтеров своего класса имеет среднюю стоимость. Внутренняя начинка – это электронные составляющие и ПО с прототипами RepRap, разработанные, большей частью, за рубежом; зато при разработке блоков и узлов использовались только личные командные разработки. Также, практически все детали для PrintBox3D One изготавливаются в российской компании.
В остальном – 3D принтер PrintBox3D One имеет обычные параметры, мало выделяющиеся среди другой трехмерной техники. Например, при точности позиционирования 0,05 мм (по любой оси), это является не таким уж и неважным результатом, если учесть все тонкости – имеет ли это значение, когда толщина наплавляемого слоя в разы больше?
Что достаточно мощно выделяет аппарат – это его рабочая температура. При рекомендуемом диапазоне 190–260 °C, 3D PrintBox показывает цифры 300°C. При этом рабочая поверхность стола прогревается до 150°C (когда рекомендуемые цифры не превышают 120 °C). Такие цифры говорят о том, что данный принтер может работать с разными температурами.
Нельзя оставить без внимания факт наличия сменных соплов с диаметром отверстий 0,2, одного с диаметром отверстия 0,5 и 0,3 (плюс одно в ЗИПе). Напомним, что головка для печати в принтере одна, а для работы используется пластиковая нить 1,75 мм. В дополнение – сервис и обслуживание. Незаменим тот факт, что каждый покупатель может получить консультации по настройке и работе 3D устройства непосредственно специалистами компании разработчика.
В комплектации принтера есть все необходимое для быстрой настройки и работы:
- катушка с пластиком (PLA, 1 кг) и подставка
- два шестигранных ключа, пинцет, лопаточка для снятия модели и устройство для смены сопла
- кабели: питания и USB (с ферритовыми кольцами)
- флэшка с ПО и инструкциями (есть видеоуроки),
- фильтр для очистки нити и фторопластовую трубку,
- четыре алюминиевые ножки с плотными вставками (их надо прикрутить к основанию корпуса)
- пленка-самоклейка для рабочего стола.

Размеры подставки позволяют устанавливать катушки толщиной не более 92 мм, к примеру катушка 103 мм в подставку не влезет. Сама конструкция подставки до элементарного проста, поэтому собрать ее можно буквально в несколько движений. При желании, можно подставку и не использовать, но в этом случае, придется постоянно разравнивать подающую нить и найти место для катушки рядом с принтером.

Что касается применения в работе фильтра – то это устройство настолько просто, насколько и полезно. Нить пластика протыкает нижнее отверстие в фильтре и выходит наружу: таким образом, очищается поверхность нити от пыли или других загрязнений. Скажем так, что производитель не ошибся, используя в своем 3D устройстве такой простой и легко заменяемый фильтр.
Приятное дополнение – фторопластовая трубка. Она необходима для фиксирования угла, под которым нить входит в экструдер, и для защиты пластика от заломов. Вначале может показаться наличие такой детали в принтере не столь важным, но со временем, необходимость трубки будет по заслугам оценена. Созданная с помощью трубки жесткая петля максимально защищает пластик и направляет его в печатающую головку.
К плюсам комплектации принтера отнесем подробную инструкцию на русском языке и ПО в подставке. Все такие мелочи приятно дополняют мнение, что производителю совсем не все равно, насколько будет удобен его принтер в работе. Он позаботился об удобстве покупателя максимально и это приятно.
Особенности конструкции
Несущий каркас
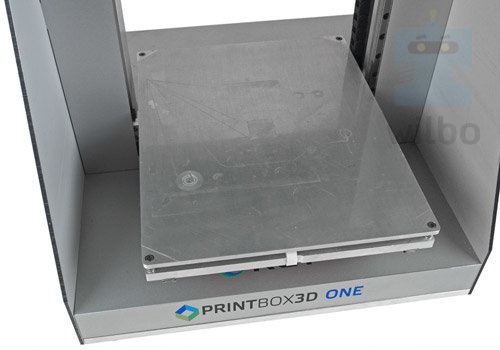
Весь корпус принтера PrintBox3D One – это алюминиевая открытая коробка. Боковые стенки имеют трапециевидную форму, а для рабочего объема не предусмотрены боковые ограничители. Отдельные рабочие механизмы закрыты небольшими пластинами. Общая конструкция рамы имеет вид перевернутой Т, нижняя пластина сплошная и в середине вертикальной вставлено окно для перемещения рабочего стола.
Все узлы и механизмы защищены композитными стенками и состоят из легкого алюминия и пластика. Что касается прочности такой конструкции, то она, значительно меньше цельной алюминиевой. В данном случае, их назначение заключается в защитной функции от случайного вмешательства в работу механизмов пользователем.
Внешне принтер выглядит очень надежно.

В нижней части конструкции принтера находится вся главная электроника с источником питания. В задней части находится вентилятор, выключатель и USB-порт (тип В). Работа принтера происходит в связке с компьютером, автономный режим исключен.
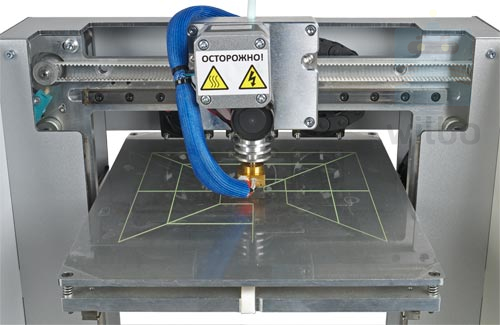
Несмотря на довольно сдержанные внешние характеристики принтера, его немного портит связка проводов, направленных к печатающей головке.
Механизмы перемещения
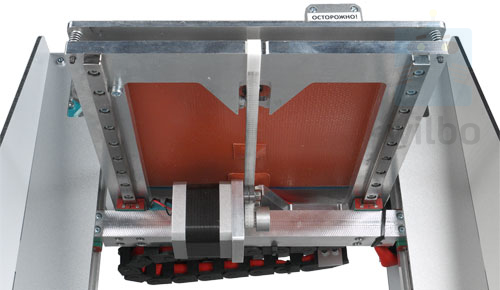
Рабочий стол устройства и печатающая головка смещаются по стальным линейным направляющим. Они обеспечивают высокую точность печати (намного выше цилиндрических). Головка имеет одну направляющую (для оси Х), рабочая платформа оснащена четырьмя. Система крепления направляющих показывает высокую прочность даже после долгого использования принтера. Шаговые двигатели 17HS4401N выступают в роли привода, зубчатые ремни обеспечивают передачу, при этом, все концевые датчики исключительно механические.

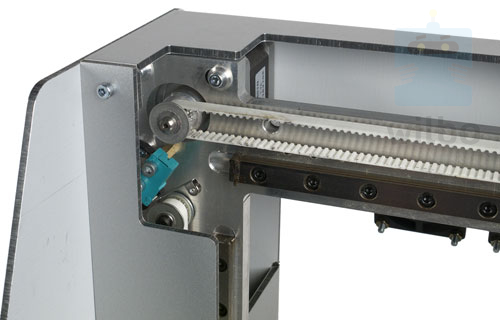
Дополнительно провода защищены трубками из термостойкого материала.
Провода ограничены термостойкими трубками, которые динамично изгибаются за подвижной частью механизмов.

Печатающая головка
Экструдер помещен в прочный двойной корпус: его легко разъединить при помощи ключей, идущих в комплекте. Внутри находится система шестеренок, отвечающих за равномерную подачу расходника, каждая шестерня укреплена на вал при помощи подшипника. Весь механизм начинает движение шаговым двигателем в корпусе. Нить пластика проходит через зубья шестеренок по проточкам, укрепляющим ее по всему периметру. Таким образом, достигается уверенная подача нити даже при случайном перехлесте ее на катушке, при этом, пластик не ломается и не деформируется.
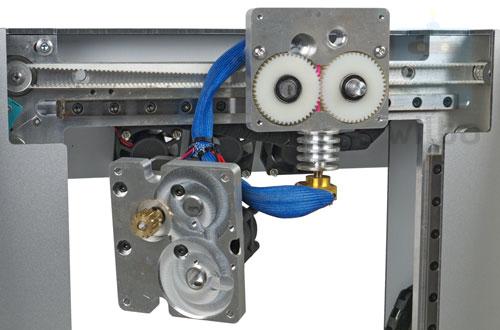
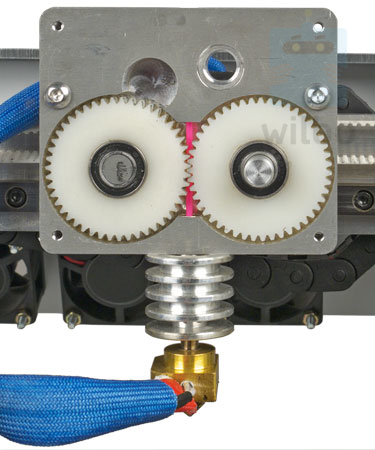
Регулировать силу зажима нити можно с помощью винта справа на корпусе экструдера (для этого предусмотрен шестигранный ключ). Определить необходимость в регулировке не сложно: винт необходимо слегка выкрутить, если после запуска есть посторонние звуки, и наоборот, нить не движется – необходимо зажим немного усилить.

Алюминиевый цилиндрический радиатор помогает прикрепить хот-энд к головке. Производитель предусмотрел для максимально эффективного охлаждения не один, а два вентилятора.
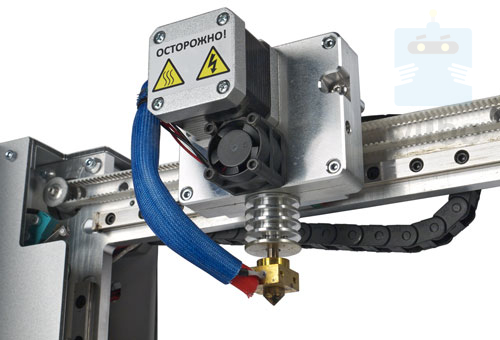
Заменить сопло можно при помощи биты, которая поставляется в комплекте. (Кстати, ручку для биты можно напечатать на принтере из ПЛА-пластика. АБС тоже можно использовать, но учитывая его усадку примерно в 1,5 %. Бита поможет избежать ожогов при замене сопла, ведь весь процесс нужно проводить после его нагрева.
Рабочий стол
Две пластины рабочей платформы (8 мм нижняя и 4 мм верхняя) составляют основу, но которой будет располагаться печатающая модель. Обе пластины обеспечивают рабочую зону печати 24,5х20 см, но, как обычно во многих принтерах, в горизонтальной плоскости применяется меньший рабочий диаметр. В данном случае это 18,5х16 см.
Соединение плаcтин между собой осуществляется при помощи винтов со шлицем под шестигранный ключ 3 мм. Винты расположены таким образом, чтобы верхняя пластина устанавливалась с высокой точностью. Задние винты практически всегда закрыты рамой, но это позволяет лишний раз не проводить юстировку, сама пластина очень прочная и жесткая, и если задвинуть рабочий стол дальше назад, это не выдаст ошибки в печати.

Пленка-самоклейка, которая идет в комплекте с принтером, необходима для увеличения адгезии. Сам пластик очень слабо прилипает к такому материалу, как алюминий (один лист уже наклеен производителем на платформу, два других запасные).
Для увеличения адгезии используется подогрев рабочей пластины. Нагреватель прикреплен к нижней пластине и обеспечивает равномерное ее нагревание во время всей работы.

В результате тестирования принтера PrintBox3D, он показал отличный результат адгезии во время печати. Что играет главную роль в достижении такого эффекта – сложно сказать. Но другие принтеры, где рабочая платформа сделана из иного материала, зачастую показывают большие проблемы в работе.
Охлаждение
Для того, чтобы пластик быстро застывал на 3D модели, его необходимо мгновенно и подконтрольно охлаждать. Для этого используют в корпусе принтера вентиляторы.
В PrintBox3D One на отдельной пластине установлены три вентилятора, которые всю рабочую область печати обеспечивают потоком направленного воздуха.

Решение поставить целых три вентилятора внутри корпуса стало очень эффективным и пользователь это сможет оценить в работе буквально стразу. Если сравнить печать PrintBox3D с принтером, где установлена другая система охлаждения, то на этом принтере и скорость и качество печати будет значительно выше.
Электроника
В основе электронного узла находится микроконтроллер Atmel, который работает на платформе Arduino. Для достижения более высокой точности в печати и повышения ее скорости, в планах у производителя есть заменить начинку на более новую и производительную.
В связи с хорошим опытом в производстве станков ЧПУ, команда разработчика для данного принтера использовала только собственные, проверенные наработки. Платы и драйверы установлены более производительные, например, чем китайские.
Подготовка к работе
Все, что необходимо сделать после покупки – это вытянуть устройство из коробки, и далее, используя подробную информацию электронной инструкции, провести несложные действия, которые займут не более получаса времени:
- прикрутить ножки и установить подставку
- подключить принтер к сети и USB порту ПК
- использовать драйвер на электронном носителе, который находится в коплекте и установить его
- загрузить нить пластика после проверки калибровки платформы
Repetier-Host – главная управляющая программа на русском языке, используемая в PrintBox3D. Как работать с ней – описано в инструкции и комплектном видеоуроке. Открытое программное обеспечение работает на разных операционных системах. Продвинутый пользователь может без проблем использовать в своей работе и другие программы, если считает их более интересными. Repetier-Host назвать совершенно идеальной нельзя, но тут едва ли можно бросать камень в разработчиков трехмерного принтера. Увы, всегда есть что-то лучшее.
Принтеру для начала печати нужна программа на языке G-code, ведь Repetier-Host является только управляющей программой. Чтобы преобразовать файлы STL (в которых находятся многие модели), необходимо применить программу-слайсер. Внутри инструкции вы найдете максимально понятные настройки слайсера Slic3r. Также, при работе с MS Windows нужно обязательно задавать имя пользователя исключительно латиницей.
Производитель рекомендует использовать для настройки и работы принтера ПК с оперативкой не менее 64 бит и процессором с тактовой чистотой не менее 4гБ ОЗУ. На деле, работа принтера ноутбуком, в котором процессор не Intel Core i7 и ОС послабее практически ничем не отличается. При печати сложных моделей, создание G-кода может занять время, и это в своем роде тоже относительное неудобство.
Обслуживание
Принтер не требует сложного системного обслуживания на протяжении работы. Периодичная очистка и смазка всех механизмов направляющих (горизонтальных и вертикальных) – это то, что необходимо будет делать после покупки. Например, после выключения принтера, рабочая платформа должна опуститься вниз, а в случае, если это не происходит – пора провести смазку вертикальных направляющих.
Для смазки лучше использовать продукт производителя, который есть на рынке в фасовке 20 мл. Здесь хочется оставить пожелание: такую смазку не плохо бы получать в комплекте с принтером, потому что необходимость в ней может возникнуть уже достаточно быстро.
Что может потребоваться для скорой замены расходников – это пленка для рабочей платформы. Делать это просто и времени займет минимум. В запасе нужно иметь ацетон (как растворитель), с помощью которого необходимо убрать остатки клея, после того, как старая пленка будет снята. Сопла и вентиляторы показывают хорошую работу, и их замена понадобится не так скоро.
Для увеличения сроков действия пленки, которая покрывает поверхность платформы, ее каждый раз необходимо очищать (используя тот же растворитель), поэтому принтер лучше устанавливать в хорошо проветриваемом помещении.
Печать
Начинать работать с принтером лучше всего после выбора самых простых образцов для печати. Это поможет приобрести опыт и выбирать нужные настройки для получения качественного результата печати. К тому же, это сохранит и расходные материалы, такие как пластиковая нить.
В Интернете есть большое количество ресурсов, где авторы размещают файлы для свободного скачивания с моделями для печати.
Не стоит увлекаться настройкой скорости печати при выборе моделей разной сложности. К опытному пользователю это понимание придет со временем, а пока, в самом начале работы, нужно сосредоточиться на получении качества печати. Едва ли понравится корявый результат печати, который получен был с максимальной скоростью.
Если первые напечатанные модели получатся не того качества, не стоит сразу это относить к плохой работе принтера. Много факторов настроек, таких как охлаждение и скорость напрямую влияют на результат. Поэтому, первые шаги в печати – это далеко не адекватный анализ работы принтера, опыт приходит со временем.
Обычно, первый опыт печати поможет определить правильную калибровку и уровень адгезии материала. Такая себе «паутинка» должна быть таких размеров, чтобы занять большую часть плоскости платформы. Также, необходимо провести тестирование печати с разными видами пластика.
В общем, принтер довольно хорошо справляется с поставленной задачей расплавления нити на поверхности. Далее необходимо протестировать сложную печать элементов модели, которые не имеют поддержек: в этом случае печать начинается с самой широкой части модели и в результате получился довольно качественный образец.
Вот в случае печати моделей П-образной формы, которые имеют ножки не дали хорошего результата в анализе провисания горизонтальных частей. Возможно, для идеальной печати таких моделей необходимо применять поддерживающие конструкции. Печатное тестирование имело одинаковый первый результат из не очень хорошей формы при использовании разного вида пластика.
Прочие наблюдения
Система подачи нити, которая установлена в PrintBox3D, позволяет получать качественную печать, исключая застревание пластика на пути от катушки до печатающей головки – так заявлено производителем. Это на самом деле так. Даже в том случае, когда катушка с пластиком просто лежит сбоку принтера, а не подставке, пластик подается равномерно. Даже в том случае, если нить пластика застрянет (а это может случиться при затягивании пыли вместе с нитью), то конструкция экструдера позволяет с этой проблемой справиться очень быстро. При этом, снимать принтер с гарантийного обслуживания совершенно не обязательно.
PrintBox3D является обладателем внушительной весовой конструкции и это, как оказалось, большой плюс в работе. При печати мелких элементов, например зубчатых шестеренок, головка печатающего устройства может внушительно раскачать более легкую конструкцию. Этот принтер показывает очень стабильную работу при печати с высокой скоростью.
Что еще нужно учитывать при запуске принтера в работу? Особенности его системы охлаждения. Поток воздуха, идущий от работающего устройства, будет очень ощутимым (всему виной три вентилятора системы охлаждения), поэтому устанавливать принтер лучше в таком месте, где нет необходимости постоянно рядом с ним находиться людям.
Работа ПО оставляет несколько замечаний в реакции на шаговые перемещения. Например, кнопки управления головкой и рабочим столом всегда идеально срабатывают в домашней позиции по любой из осей, команды шаговых перемещений не всегда срабатывают. Есть подозрения, что причина скрывается в самой прошивке PrintBox3D и не имеет отношения к Repetier-Host. С другой стороны, такая особенность может касаться отдельного принтера и не касаться всей линейки устройств.
Измерения
Внутренний термодатчик слегка искажает показания t примерно на пару градусов. При внешней температуре воздуха 23°C, он покажет 27°C, поэтому, при необходимости, это можно учитывать. Особенно важно, если необходимо знать t в зоне плавления. Примерное время нагрева экструдера для начала работы с ABS пластиком – 1 час 40 минут.
По тем же показаниям датчика Repetier-Host рабочая платформа нагревается за 2 часа 25 минут до 100 °C. Однако, сам термодатчик рабочей платформы находится снизу, поэтому, при проверке t поверхности с помощью ИК-пирометра, показатели могут быть ниже на 8-9°C. При простом эксперименте с каплей воды, которая оказалась на разогретой поверхности платформы, она не только не высохла быстро, но даже, не собиралась вскипать. Это говорит о том, что t поверхности, все же, далеко не 100°C (по показаниям Repetier-Host) и она достигнет таких показателей только в том случае, если в настройках температуру стола увеличить до 115-116°C. Эту погрешность обязательно стоит учитывать при установке режима температуры. В общем, погрешность замера температурного датчика примерно 10%, но для полного состояния прогрева платформы обязательно нужно выдержать до 10 минут
Еще один параметр значений очень важен, это равномерность прогрева платформы. У многих принтеров разница прогрева находится в диапазоне до 30°C! Наш PrintBox3D One показал 6°C между самыми наиболее и наименее прогретыми точками. Нужно помнить, что t стола является рекомендуемой величиной для разных типов пластика.
При установке режима интенсивного охлаждения, датчик t платформы отреагирует едва ли, ведь он покрыт слоем алюминия и нагревательным элементом. Но при использовании того же пирометра, можно увидеть, что показания t быстро снизятся практически до 10°C, но через время снова стабилизируются. Вывод: если устанавливать мощный режим обдува, следует повышать и t нагрева стола.
Измерение шума
Замеры производятся при расположении микрофона на уровне головы сидящего человека и на расстоянии одного метра от принтера.
Фоновый уровень шума принтера 30–31 дБА — классическое тихое офисное помещение, при работающем 3D-принтере и ноутбуке, освещение (люминесцентные лампы) и кондиционер отключены.
Замеры делались для следующих режимов:
a. режим простоя, работают вентиляторы блока питания и экструдера,
b. к перечисленному в A добавляем включенные на 100% скорости вентиляторы охлаждения модели,
c. печать со средней скоростью, вентиляторы охлаждения модели выключены,
d. печать со средней скоростью, вентиляторы охлаждения модели включены на 100% скорости,
e. печать с повышенной на 35% скоростью, вентиляторы охлаждения модели включены на 100% скорости,
f. пиковые значения при быстрых перемещениях головки и платформы.
Поскольку шум неравномерный, в таблице приведены максимальные значения для перечисленных режимов.
| | | В помещении | | | A | | | B | | | C | | | D | | | E | | | F | |
| Шум, дБА | | | 30-31 | | | 47,5-48 | | | 48-48,5 | | | 49-50 | | | 50-51 | | | 51-52,5 | | | 53,5-54 |
Таким образом, 3D принтер обладает не очень тихим уровнем шумовых показателей. Основные источники шума – это вентиляторы и экструдер (даже в режиме простоя). При скоростной печати мелких деталей, уровень шума не является значительным и не превышает допустимые показатели.
Подводим итоги
Первый небольшой опыт использования модели 3D принтера PrintBox3D One скорее будет положительным. Принтер в определенной мере очень надежен, не требует частых юстировок. Все, что необходимо для поддержания устройства в рабочем состоянии – это поддержание его в чистоте, своевременная замена пленки на рабочем столе, и замена сопел при их износе.
Очень скоро на рынке 3D печати появится новая версия модели PrintBox3D 120. Производитель собирается сочитать в ней самые актуальные рабочие решения, которые прошли испытания в первой версии. Рабочее поле в ней будет 12х12 см, экструдер будет меньших размеров с использованием отличной системы координат. Соответственно, новая модель будет иметь меньшую цену и размеры.



